|
|
Частное Акционерное Общество
|











|
СТАНКИ СПЕЦИАЛЬНЫЕ ВЕРТИКАЛЬНЫЕ ОТДЕЛОЧНО-РАСТОЧНЫЕ.
Вертикальные отделочно-расточные станки, обладая всеми возможностями горизонтальных ОРС, применяются преимущественно для обработки тяжелых крупногабаритных деталей, у которых основная базовая поверхность перпендикулярна обрабатываемым отверстиям – блоки цилиндров и головки блоков автомобильных и тракторных двигателей, буксы железнодорожных вагонов и локомотивов, тепловозные и судовые гильзы двигателей большого диаметра, крупногабаритные зубчатые колёса и шкивы. Их основным преимуществом являются небольшие размеры в плане, отсутствие прогиба борштанг и, соответственно, меньшая нагрузка на шпиндельные подшипники, хороший отвод стружки через приспособление и провал в основании в цеховые стружкоотводящие каналы, наличие кабинетной защиты, удобство загрузки-выгрузки деталей, относительно невысокая стоимость за счёт широкого использования базовых и унифицированных узлов.
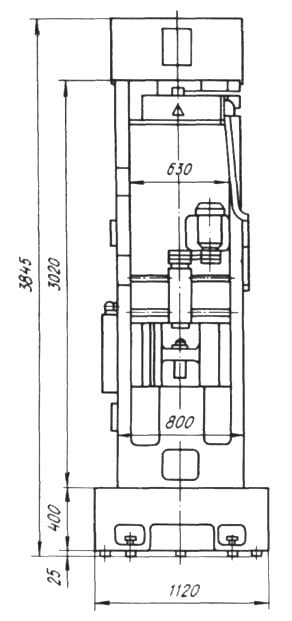
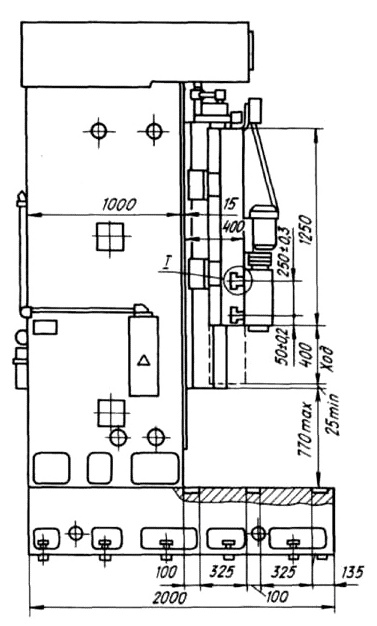
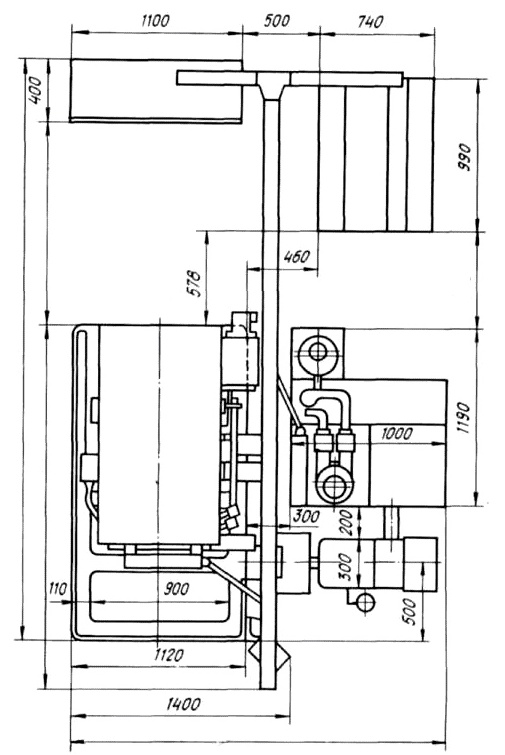
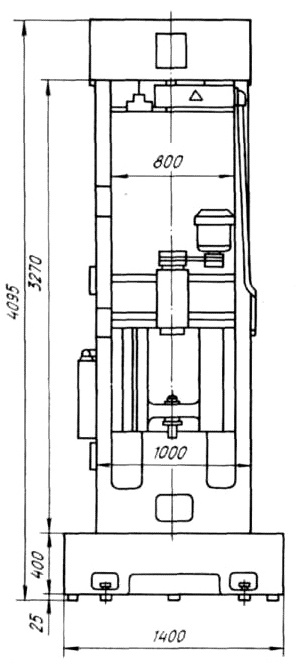
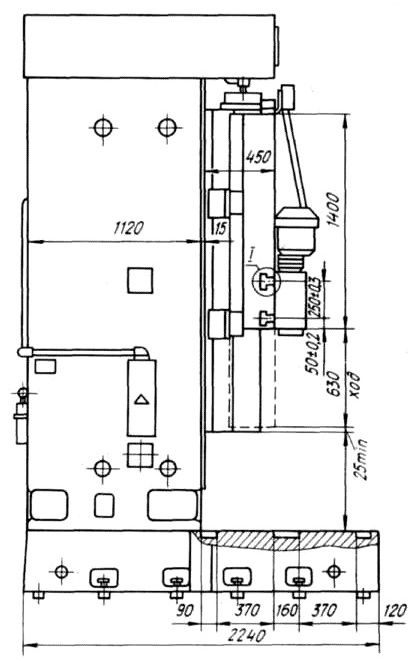
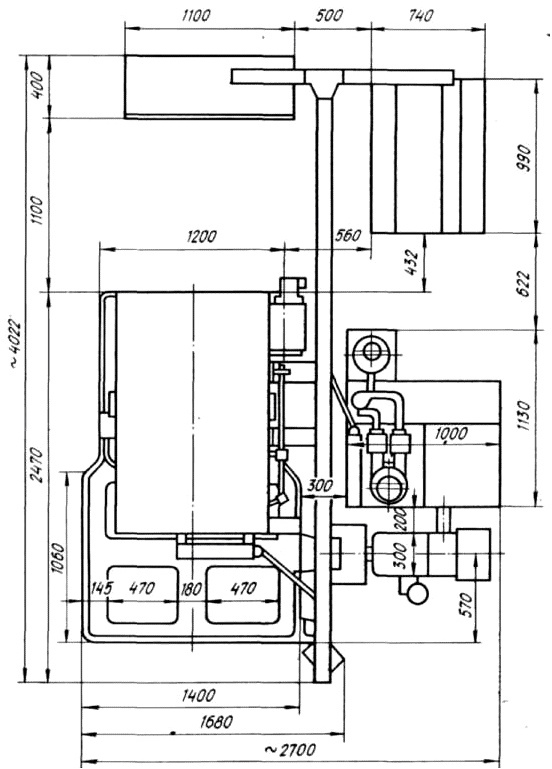
В настоящее время выпускаются базовые вертикальные отделочно-расточные станки повышенной или высокой точности с подвижными головками мод. 2А776П/В и 2А777П/В (см. рис.1). Модели идентичны по конструкции и отличаются шириной и высотой стойки и основания, обладая одинаковыми возможностями обработки. Базовая модель представляет собой набор основных узлов – основание, стойка, стол, гидроцилиндр подачи, противовес, кабинетная защита. При заказе станка под конкретные детали заказчика по техническому заданию заказчика проектируется специальный станок, которому присваивается оригинальный номер ОС2А776П/В.ХХХХ или ОС2А777П/В.ХХХХ, где ХХХХ – номер спецстанка по порядку регистрации заказа, ОС - обозначение специальных станков производства ПАО «ОЗРСС». В соответствии с техническим заданием в составе специального станка проектируется приспособление для базирования и зажима обрабатываемой детали (обрабатываемых деталей), режущий, вспомогательный и мерительный инструмент, электро- и гидрооборудование, привод главного движения и другие узлы.
Степень автоматизации станка – полуавтомат с ручной загрузкой, возможно изготовление станка – автомата, отдельно стоящего, либо встраиваемого в автоматическую линию.
Вид климатического исполнения УХЛ 4.2 по ГОСТ 15150-69.
На станках возможно выполнение следующих операций:
- растачивание отверстий;
- подрезка торцов радиальной подачей;
- подрезка торцов осевой подачей («ножом»);
- растачивание и обтачивание фасонных поверхностей (овал, конус);

Рис.1
СОСТАВ СТАНКА И КОНСТРУКТИВНОЕ УСТРОЙСТВО.
Основные узлы станка на горизонтальном основании.
Гидроагрегат, агрегат охлаждения и электрошкаф расположены отдельно от станка и соединены с ним трубами и коробами.
На жесткой чугунной вертикальной стойке установлен стол с гидроцилиндром подачи. На платформе стола устанавливаются отделочно-расточные головки с приводом главного движения. В пазах специальной линейки на столе установлены кулачки управления циклом работы. Гидрофицированное зажимное приспособление устанавливается на основании станка либо на подкатном столе.
На станке установлена система автоматической централизованной жидкой смазки.
К лицевой боковой стенке основания прикреплён пульт управления.
Сзади полуавтомата располагается гидропривод станка, агрегат охлаждения и электрошкаф.
Приспособление гидрофицированное, обеспечивает базирование детали и её зажим – отжим.
Гидрофицированные узлы станка питаются от автономной гидростанции типа КГ2754, на которой установлена вся необходимая гидроаппаратура.
Агрегат охлаждения с системой очистки СОЖ позволяет подавать эмульсию в зону резания через полый шпиндель либо непосредственно на приспособление. Слив эмульсии осуществляется из корыта стола в бак СОЖ. При использовании общецеховой централизованной подачи СОЖ слив осуществляется в отводящие каналы, агрегат СОЖ не требуется.
Обработка производится расточными борштангами. Борштанги закрепляются на фланце шпинделя отделочно-расточных головок. Настройка резцов на размер производится специальными мерительными приспособлениями.
Отделочно-расточные головки устанавливаются на зеркале платформы стола. Привод главного движения проектируется по спецстанку и состоит из асинхронного электродвигателя, установленного на платформе, натяжного ролика и клиновых ремней сечения А. Обычно привод обеспечивает расчётное значение оборотов шпинделя, при необходимости переналадки может быть установлено частотное бесступенчатое регулирование оборотов.
Подача стола гидравлическая, бесступенчатая, регулируется дросселем, установленным на комплектном гидроприводе. Одновременно могут быть настроены две рабочих подачи.
Обрабатываемая деталь устанавливается, базируется и зажимается в приспособлении, жестко установленном на основании станка. Инструменту сообщается вращательное и поступательное движение, деталь неподвижна. Основными движениями являются вращение шпинделей и продольная подача силового стола.
В зависимости от технологии обработки станок может быть оснащён следующими унифицированными узлами:
- поперечный стол с гидроприводом. Устанавливается на зеркале основания станка перпендикулярно движению подачи. Может быть двух, трёх и четырёхпозиционным;
- делительный стол с гидроприводом с вертикальной осью вращения. Устанавливается на зеркале основания станка. Может быть двух или многопозиционным;
- резцовая головка. Обеспечивает подрезку торцов радиальной подачей за счёт взаимно-перпендикулярного перемещения круглой и плоской зубчатых реек. Устанавливается на фланец шпинделя отделочно-расточной головки;
- привод подрезки торцов. Обеспечивает гидравлическую подачу круглой рейки в осевом направлении в резцовой головке. Устанавливается на кронштейне на отделочно-расточной головке со стороны шкива;
- гидроупор. Устанавливается вместо жесткого упора стола и обеспечивает позиционирование в направлении подачи;
- механизм малых подач. Устанавливается вместо жесткого упора и обеспечивает малую подачу 2…8 мм/мин при подрезке торцов осевой подачей широким резцом («ножом»).
Высокие требования к обработанным отверстиям обеспечиваются использованием унифицированных отделочно-расточных головок (УАР) высокой точности на дуплексированных радиально-упорных подшипниках второго класса точности. Головки собираются и обкатываются по специальной методике на отдельном участке и обеспечивают биение в пределах 2…3 мкм.
| № п/п | Параметры | Модель | |
|---|---|---|---|
| 2А776П 2А776В |
2А777П 2А777B |
||
| 1. | Ширина зеркала основания, мм | 750 | 900 |
| 2. | Длина зеркала основания, мм | 900 | 1120 |
| 3. | Ширина зеркала платформы, мм | 630 | 800 |
| 4. | Длина зеркала платформы, мм | 1250 | 1400 |
| 5. | Наибольший ход платформы, мм | 400 | 630 |
| 6. | Наибольший вылет шпинделя от зеркала платформы, мм | 300 | |
| 7. | Диаметр растачиваемых отверстий, мм | 8...350 | |
| 8. | Рабочие подачи платформы, мм/мин | 6...500 | |
| 9. | Количество одновременно настраиваемых подач | 2 | |
| 10. | Регулирование рабочих подач | бесступенчатое | |
| 11. | Скорость быстрого хода платформы, м/мин | 7 | |
| 12. | Количество головок, помещающихся на платформе стола при диаметре фланца шпинделя головки, мм 120 140 170 200 |
4 3 3 2 |
5 4 3 3 |
| 13. | Габаритные размеры станка (вместе с отдельно расположенными агрегатами и электрооборудованием), мм, не более длина ширина высота |
4022 2700 3845 |
4022 2700 4095 |
| 14. | Габаритные размеры станка (без отдельно расположенных агрегатов и электрооборудования), мм, не более длина ширина высота |
2000 1102 3845 |
2240 1400 4095 |
| 15. | Масса станка(вместе с отдельно расположенными агрегатами и электрооборудованием), кг, не более | 11000 | 15000 |
| 16. | Масса станка (без отдельно расположенных агрегатов и электрооборудования), кг, не более | 9000 | 13000 |
| 17. | Гидрооборудование | ||
| 18. | Станция гидропривода | КГ2754-00М | |
| 19. | Вместимость бака, дм3 | 360 | |
| 20. | Насос основной насосной установки | ||
| 21. | Производительность, дм3/с (л/мин) | 1,16/02 (70/12) | |
| 22. | Рабочее давление, Мпа (кгс/см2) | 6,0 (60) | |
| 23. | Насос вспомогательной насосной установки | ||
| 24. | Производительность, дм3/с (л/мин) | ||
| 25. | Рабочее давление, Мпа (кгс/см2) | 2…4 (20…40) | |
| 26. | Марка заливаемого масла | ВНИНП-403 ГОСТ 16728-80 Или ИГП-18 (ИГП-30) ТУ38-101413-78 | |
| 27. | Наибольшая допустимая рабочая температура масла в гидробаке, Сº | +50° | |
| 28. | Габариты, мм, не более: | 1260х750х1870 | |
| 29. | Масса (без масла), кг | 770 | |
| 30. | Число независимо настраиваемых рабочих подач | 2 | |
| 31. | Система смазки | ||
| 32. | Вместимость бачка смазки, дм3 | 2,5 | |
| 33. | Марка масла для смазки | ИНСп-110 | |
| 34. | Производительность насоса смазки, дм3/с | 0,008 | |
| 35. | Рабочее давление в системе смазки, МПа | 2,5 | |
| 36. | Агрегат охлаждения | ||
| 37. | Номинальная вместимость бака, дм3 | 360 | |
| 38. | Производительность, дм3/с, не менее | 1,66 | |
| 39. | Рабочее давление, МПа | 0,06/0,04 | |
| 40. | Электрооборудование | ||
| 41. | Питающая сеть типа 3N ~50Гц 380 В, обеспечивающая качество электрической энергии с глухозаземлённой нейтралью по ГОСТ 13109 | ||
| 42. | Цепь управления и цепь питания устройства контроля смазки: Род тока Частота тока, Гц Напряжение, В |
переменный 50 ± 1 110 |
|
| 43. | Цепь сигнализации: 1) Род тока 2) Напряжение, В |
постоянный 24 |
|
| 44. | Значение номинального потребляемого тока, А Станок сохраняет работоспособность при колебаниях напряжения питающей сети ±10% от номинального значения и при изменении частоты в приделах ±2%. Для подключения станка к сети электропитания цеха используется четырёхпроводная цепь (три фазы и рабочая нейтраль). Конкретное значение номинального потребляемого тока указывается в документации спецстанка. | 20...60 | |
| 45. | Управление полуавтоматическим циклом | Программируемый контроллер | |
| 46. | Суммарная мощность электродвигателей, кВт | 10...28 | |
| 47. | Мощность каждого привода отделочно-расточных головок, кВт | 1,0...7,5 | |
| 48. | Габаритные размеры электрошкафа, мм длина ширина высота |
900 400 2,065 |
|
| 49. | Масса электрошкафа, кг, не более | 390 | |
|
|
|
|
|
|
Примеры выпущенных станков, налаженных на обработку типовых деталей.
Станок специальный вертикальный отделочно-расточный на базе модели 2776В
Предназначен для растачивания центральных цилиндрических гладких или ступенчатых отверстий и подрезания торцов в ступицах колес и катков.
Точность обработки — по 7-му квалитету.
Рекомендуемое число мест приспособления - 1.
Выпущена модель станка ОС-6684.
Размеры и материал обрабатываемой детали
Размеры обрабатываемой детали |
|
| Наибольший диаметр колеса D, мм | 700 |
| Масса, кг | 150...250 |
| Материал | сталь |
Примерные требования к детали перед обработкой (подготовка заготовки) |
|
| Припуски на обработку (на проход на сторону), мм | 0,3 |
| Допуски формы и расположения базовых поверхностей | по ГОСТ 24643-81 для VII степени точности |
| Максимальная шероховатость базовых поверхностей Rа, мкм | 40 |
| Позиционный допуск осей предварительно обработанных поверхностей относительно базовых поверхностей (в радиусном выражении),мм | 0,1 |
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VIII степеней точности |
| Допуски расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VIII-IX степеней точности |
| Шероховатость обработанных цилиндрических поверхностей Rа. мкм | 2,5 |
| Шероховатость обработанных Ra, мкм | 2,5 |
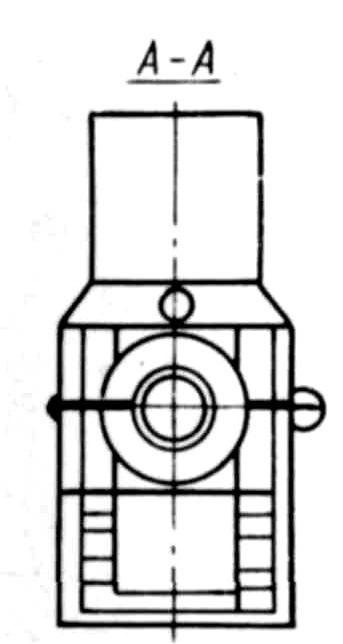
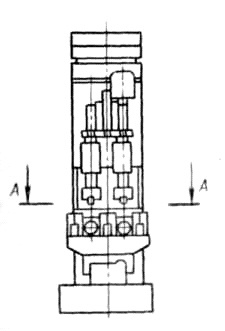
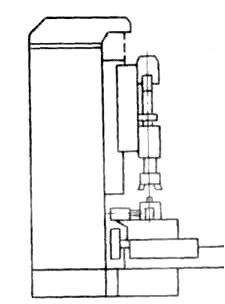
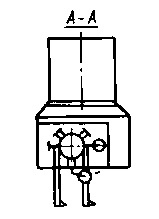
| Компоновочная схема станка | ||
|
|
Схема базирования и обработки детали 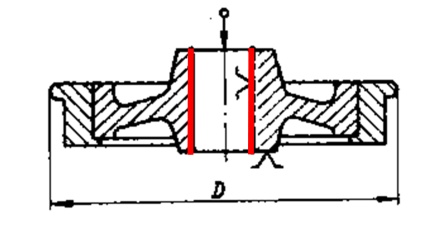
Базы: Предварительно обработанные отверстие на выводном фиксаторе с упором в торец ступицы. |
|
||
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VII степеней точности |
| Допуск расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VIII степеней точности |
| Шероховатость обработанных цилиндрических поверхностей Ra, мкм: | 2,5 |
| Шероховатость обработанных торцов Ra, мкм: | 2,5 |
Станок специальный вертикальный отделочно - расточной на базе модели 2777В
Предназначен для растачивания отверстий и подрезания торцов в буксах.
Точность обработки - по 7-му квалитетам.
Рекомендуемое число мест приспособления — 2.
Выпущенные модели станков ОС-5085, ОС-8059 и другие.
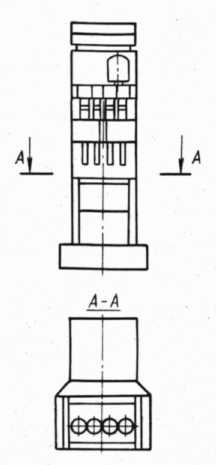
| Компоновочная схема станка | ||
|
|
Схема базирования и обработки детали 
Базы: Нижний торец – основная, центрирование по нижнему отверстию |
|
||
Размеры и материал обрабатываемой детали |
|
| Диаметр растачиваемого отверстия D, мм | 230...300 |
| Наименьшая толщина стенки в месте зажима, мм | 30 |
| Материал | сталь |
Примерные требования к детали перед обработкой (подготовка заготовки) |
|
| Припуски на обработку (на проход на сторону), мм | 0,3 |
| Допуски формы и расположения базовых поверхностей | по ГОСТ 24643—81 для VII степени точности |
| Максимальная шероховатость базовых поверхностей Ra, мкм | 2,5 |
| Позиционный допуск осей предварительно обработанных поверхностей относительно базовых поверхностей (в радиусном выражении), мм |
0,1 |
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VIII степени точности |
| Допуски расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VIII степени точности |
| Шероховатость обработанных цилиндрических поверхностей Ra, мкм | 2,5 |
| Шероховатость обработанных торцов Ra, мкм | 2,5 |
Станок специальный вертикальный отделочно - расточной на базе модели 2777В
Предназначен для растачивания центральных отверстий и подрезания торца в гильзе.
При необходимости комплектуется подналадчиком чистовых резцов.
Tочность обработки - по 7-му квалитету.
Рекомендуемое число мест приспособления — 4.
Выпущенные модели станков ОС-06T и другие.
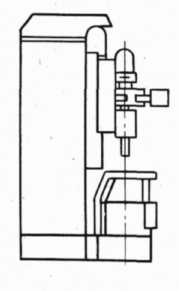
| Компоновочная схема станка | ||
|
|
Схема базирования и обработки детали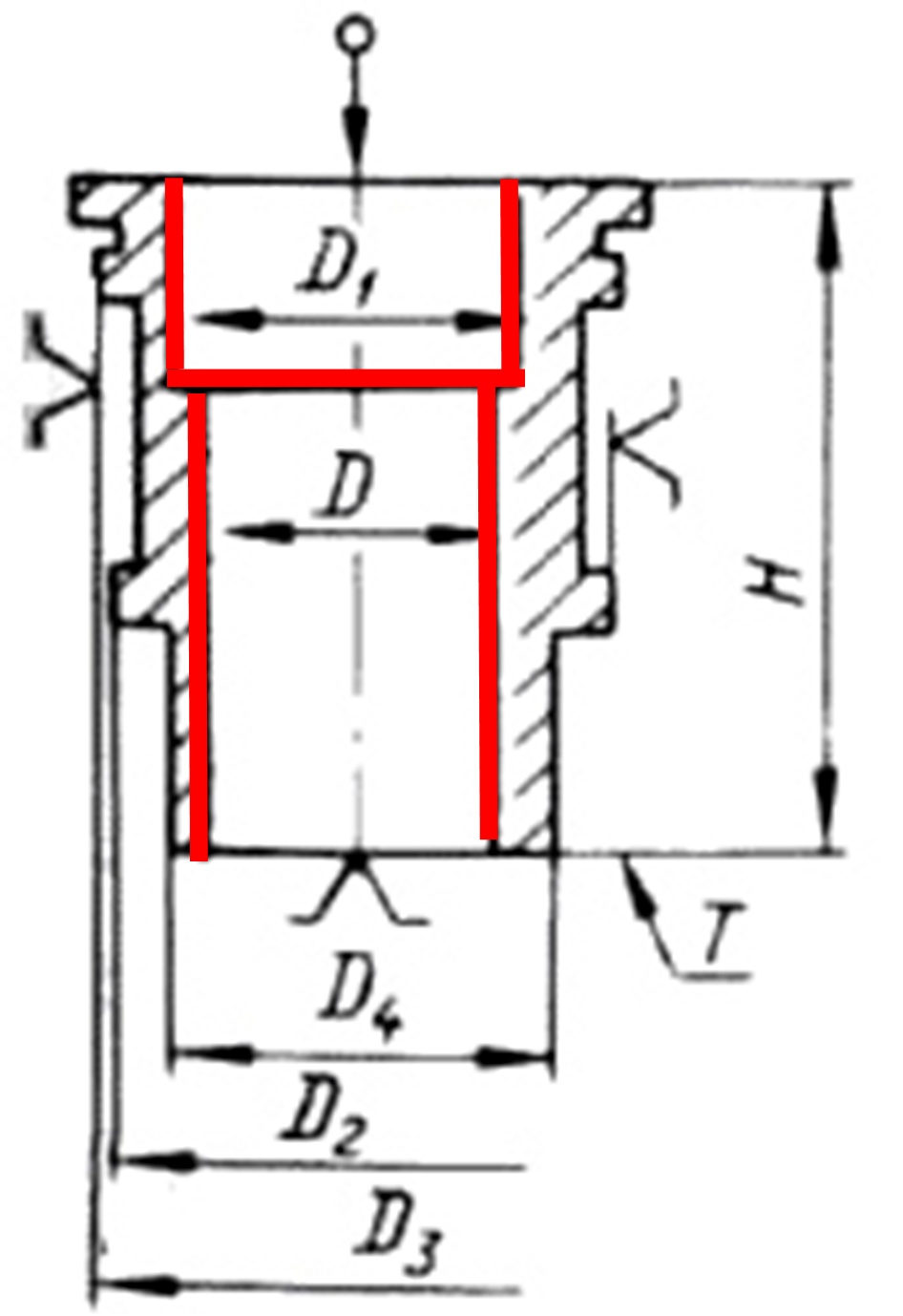
Базы: 1.Торец Т – основная, центрирование по поверхности D2 или D4, или; 2. Цилиндрические поверхности с диаметрами D3 и D2 или D3 и D4 – основная, с самоустанавливающимся упором в торец Т. |
|
||
Размеры и материал обрабатываемой детали |
|
| Номинальный диаметр гильзы, мм: при базировании по двум пояскам D3 и D2 по торцу и пояску D2 |
70...140 70...120 |
| Наибольшая высота гильзы Н, мм | 210 |
| Материал | чугун, сталь |
Примерные требования к детали перед обработкой (подготовка заготовки) |
|
| Припуски на обработку (на проход на сторону), мм | 0,3 |
| Допуски формы и расположения базовых поверхностей | по ГОСТ 24643—81 для VII степени точности |
| Максимальная шероховатость базовых поверхностей Ra, мкм | 2,5 |
| Позиционный допуск осей предварительно обработанных поверхностей относительно базовых поверхностей (в радиусном выражении), мм |
0,1 |
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VII степени точности |
| Допуски расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VII-IX степеней точности |
| Шероховатость обработанных цилиндрических поверхностей Ra, мкм | 2,5 |
| Шероховатость обработанных торцов Ra, мкм | 2,5 |
Станок специальный вертикальный отделочно - расточной на базе модели 2777В
Предназначен для растачивания центральных отверстий в гильзе.
Tочность обработки - по 7-му квалитету.
Рекомендуемое число мест приспособления — 2.
| Компоновочная схема станка | ||
|
|
Схема базирования и обработки детали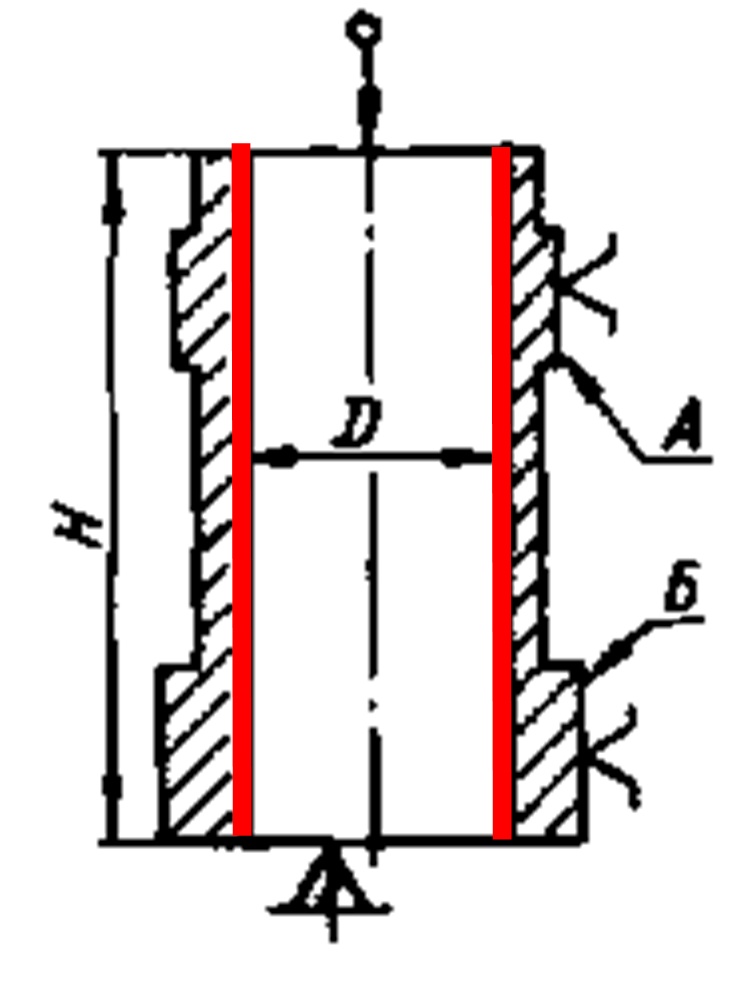
Базы: Наружные цилиндрические поверхности А и Б – основная база. Зажим - по торцам самоустанавливающимися опорами. |
|
||
Размеры и материал обрабатываемой детали |
|
| Номинальный диаметр гильзы D, мм | 120...200 |
| Наибольшая высота гильзы Н, мм | 400 |
| Материал | чугун, сталь |
Примерные требования к детали перед обработкой (подготовка заготовки) |
|
| Припуски на обработку (на проход на сторону), мм | 0,3 |
| Допуски формы и расположения базовых поверхностей | по ГОСТ 24643—81 для VII степени точности |
| Максимальная шероховатость базовых поверхностей Ra, мкм | 2,5 |
| Позиционный допуск осей предварительно обработанных поверхностей относительно базовых поверхностей (в радиусном выражении), мм |
0,1 |
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VII степени точности |
| Допуски расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VIII-IX степеней точности |
| Шероховатость обработанных цилиндрических поверхностей Ra, мкм | 2,5 |
Станок специальный вертикальный отделочно - расточной на базе модели 2777В
Предназначен для растачивания центральных отверстий в гильзе.
Tочность обработки - по 7-му квалитету.
Рекомендуемое число мест приспособления — 1.
Выпущена модель станка ОС-8033.
| Компоновочная схема станка | ||
|
|
Схема базирования и обработки детали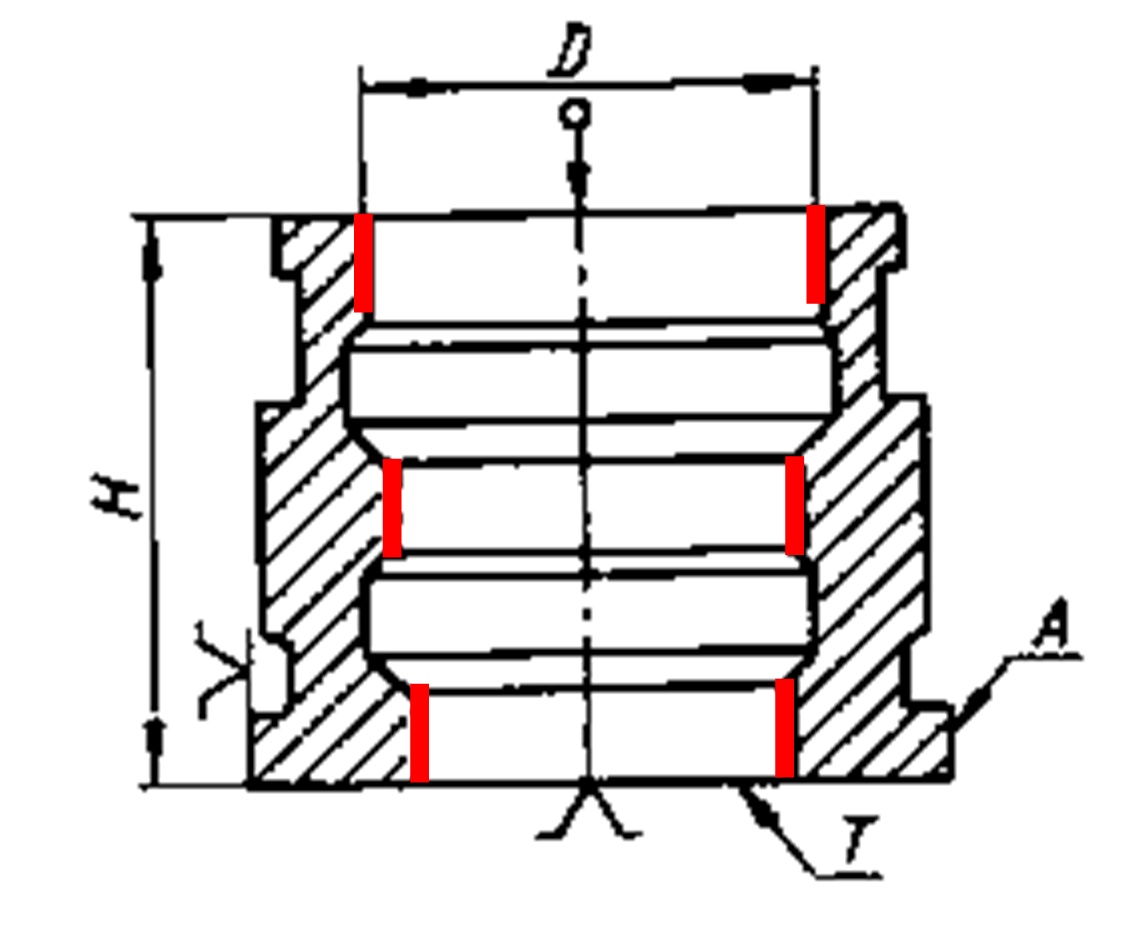
Базы: Т –основная база; центрирование – по нижнему наружному цилиндрическому пояску А. |
|
||
Размеры и материал обрабатываемой детали |
|
| Диаметр растачиваемого отверстия D, мм | 160...280 |
| Наибольшая высота гильзы Н, мм | 780 |
| Материал | чугун, сталь |
Примерные требования к детали перед обработкой (подготовка заготовки) |
|
| Припуски на обработку (на проход на сторону), мм | 0,3 |
| Допуски формы и расположения базовых поверхностей | по ГОСТ 24643—81 для VII степени точности |
| Максимальная шероховатость базовых поверхностей Ra, мкм | 2,5 |
| Позиционный допуск осей предварительно обработанных поверхностей относительно базовых поверхностей (в радиусном выражении), мм |
0,1 |
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VII степени точности |
| Допуски расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VIII-IX степеней точности |
| Шероховатость обработанных цилиндрических поверхностей Ra, мкм | 2,5 |
Станок специальный вертикальный отделочно - расточной на базе модели 2777В
Предназначен для растачивания отверстий Б под гильзу и подрезания торца Т под буртик гильзы блока цилиндров.
Tочность обработки - по 7-му квалитету.
Материал обрабатываемой детали - чугун.
Рекомендуемое число мест приспособления — 1.
Выпущена модель станка ОС-4190.
| Компоновочная схема станка | ||
|
|
Схема базирования и обработки детали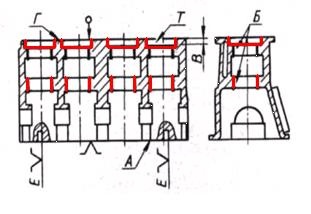
Базы: Плоскость А – основная; фиксирование по двум отверстиям Е. |
Примерные требования к детали перед обработкой (подготовка заготовки) |
|
| Припуски на обработку (на проход на сторону), мм | 0,3 |
| Допуски формы и расположения базовых поверхностей | по ГОСТ 24643—81 для VII степени точности |
| Максимальная шероховатость базовых поверхностей Ra, мкм | 2,5 |
| Позиционный допуск осей предварительно обработанных поверхностей относительно базовых поверхностей (в радиусном выражении), мм |
0,1 |
Основные характеристики детали, обработанной на станке |
|
| Допуски на размеры расточенных отверстий | по 7-му квалитету |
| Допуски формы и взаимного расположения обработанных цилиндрических поверхностей | по ГОСТ 24643-81 для VII степени точности |
| Допуски расположения обработанных цилиндрических поверхностей относительно базовых поверхностей | по ГОСТ 24643-81 для VIII-IX степеней точности |
| Шероховатость обработанных цилиндрических поверхностей Ra, мкм | 2,5 |
| Шероховатость обработанных торцов Ra, мкм | 2,5 |